
Overview
Customer
A Major OEM
Customer Program
Transmission
Product Family
Clutch Drum
Outcomes
- Weight Reduction
- Cost Reduction
- Component Consolidation
- Environmental
- Reduced Machining
- Weld Elimination
The Need
An OEM was preparing to equip its next-generation Heavy Duty pickup trucks with an all-new, high-torque 10-speed transmission.
Initial Customer Approach
The initial concept designed by an OEM was based on traditional technology, resulting in a two-piece assembly. One component was a stamped, splined outer shell, the other a machined hot forging. These two components were subsequently laser-welded together, followed by an induction hardening operation on the spine
Limitations
There were several limitations associated with the original two-piece design.
Laser welding – although an established manufacturing process – is not typically associated with improving part quality. It can also create distortion in the finished assembly, requiring critical features to be machined or re-machined after welding.
The induction hardening process required on the spline of the machined hub also comes with potential quality concerns, as well as costs.
Finally, this design also required two suppliers, with the associated increased costs relating to supplier management, tooling and systems integration.
NETFORM Solution
A New Process. Better Results. Zero Compromises.
Working directly alongside the customer’s engineering team, NETFORM moved beyond optimizing the original two-piece design and proposed replacing it entirely with a purpose-built cold forming and flowforming process developed specifically for this application.
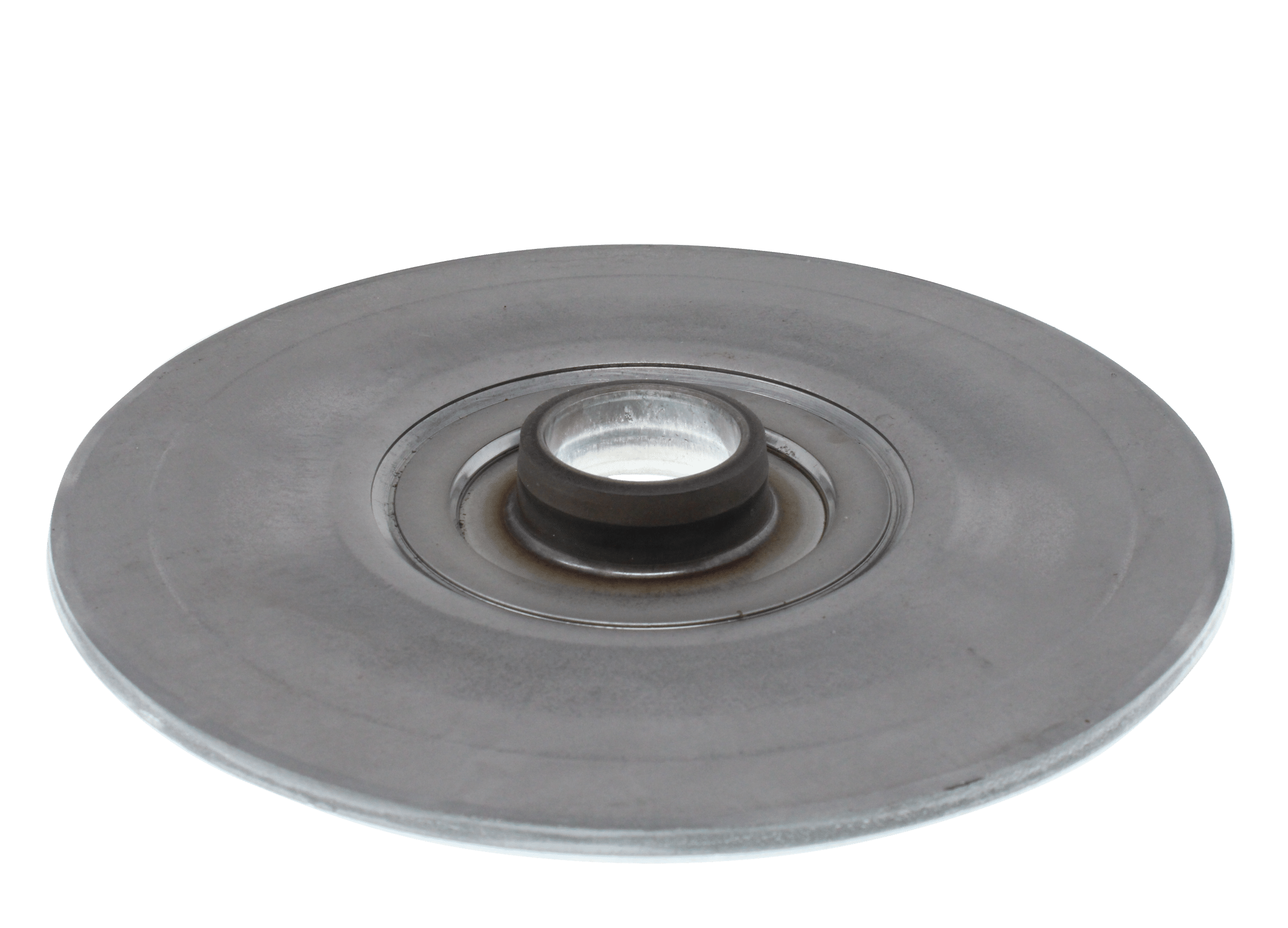
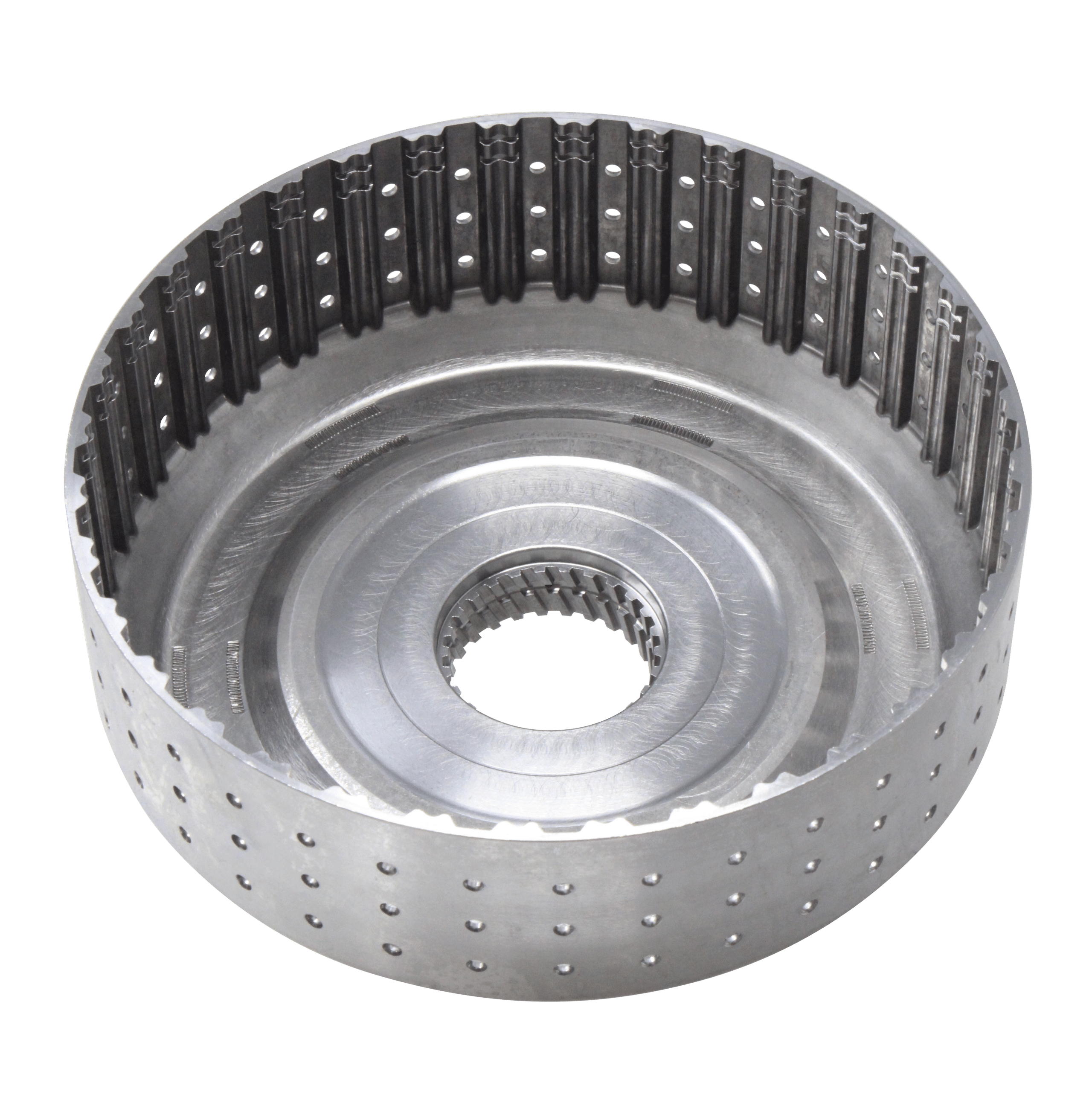
The Solution: A Single-Piece Splined Clutch Drum
A cold-formed preform blank is flowformed to produce the complete splined clutch drum as one piece, with no welds and no secondary hardening operations.
Why Cold Forming Changed What Was Possible
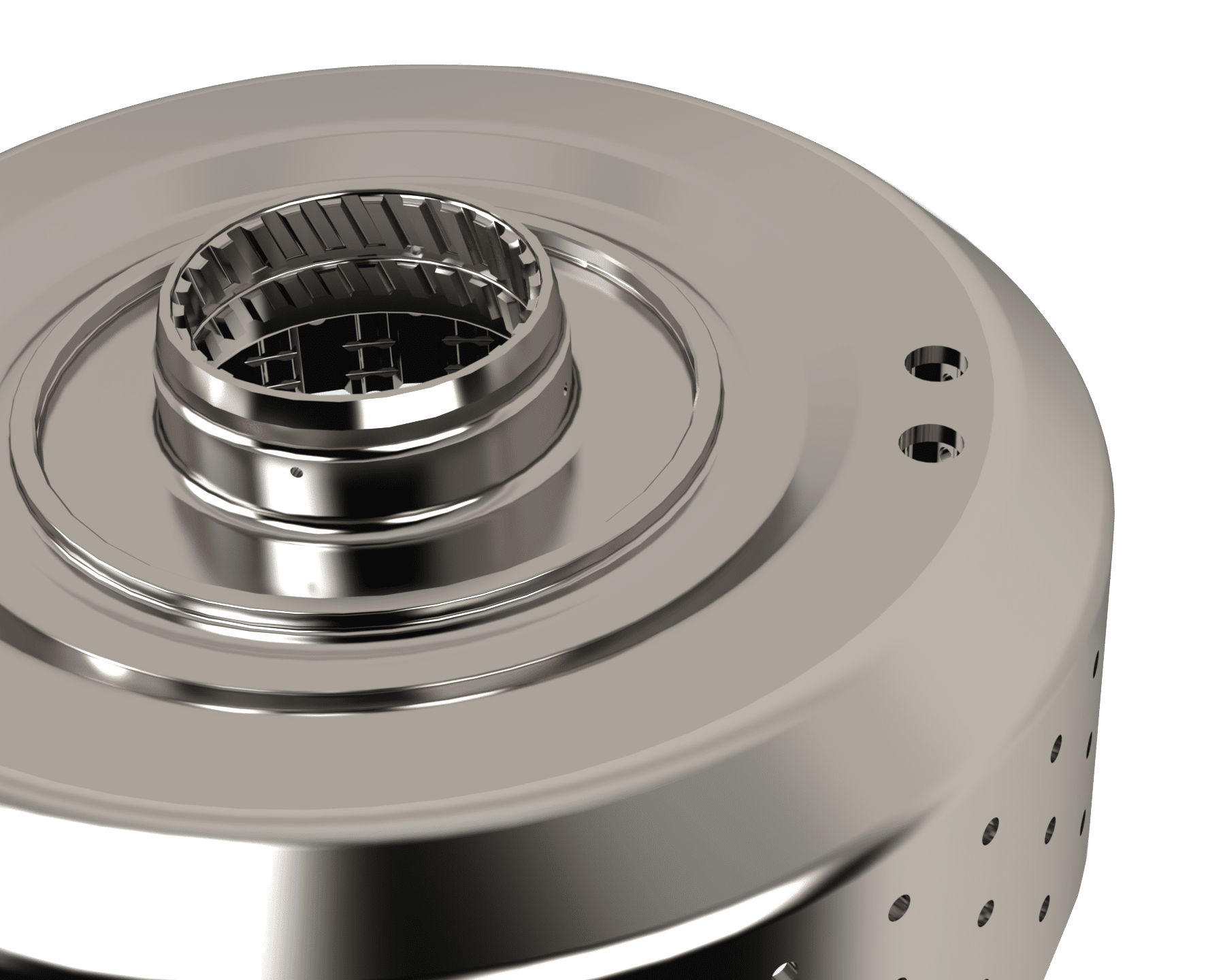
Work hardening at the hub. The cold forming process produces significant material strength gain during hub formation, meeting performance requirements without induction hardening. The operation and its associated cost and process variability were eliminated entirely.
Variable cross-sectional thickness. Unlike stamping, cold forming allows controlled wall thickness variation across the preform. This gave OEM engineers the freedom to consolidate two parts into one, eliminating the laser weld, and to achieve a sharp hub-to-back-face radius the original stamped design could not produce.
Production Results
The part entered production with all improvements in place. Induction hardening and laser welding were both eliminated. The component passed all validation testing without issue and has run for over three years with zero quality escapes.
This program reflects the NETFORM approach: customer prints are a starting point, not a boundary. NETFORM engineers engage early, challenge assumptions, and bring forward process-driven solutions the customer may not have considered.




{kind=link}
{kind=link}
{kind=link}